



NSK ha desarrollado un nuevo tipo de husillo a bolas que destaca por su reducido número de errores de movimiento con la intención de ofrecer una mayor calidad de acabado superficial para las máquinas herramienta utilizadas en el mecanizado de moldes y matrices así como otras aplicaciones de superficies críticas. Al eliminar o reducir el tiempo necesario para las aplicaciones secundarias de bruñido o pulido, el nuevo husillo a bolas también contribuye a una mayor productividad, al mismo tiempo que reduce la cantidad de par motor para ahorrar energía.
En los últimos años, los fabricantes de máquinas herramienta, como las fresadoras de cinco ejes, han exigido una mayor precisión para producir superficies de moldes y matrices de mayor calidad, ya que los husillos a bolas utilizados en estas máquinas deben mejorar aún más la precisión del movimiento.
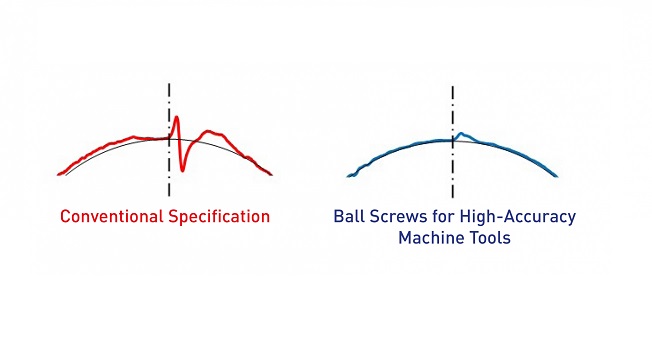
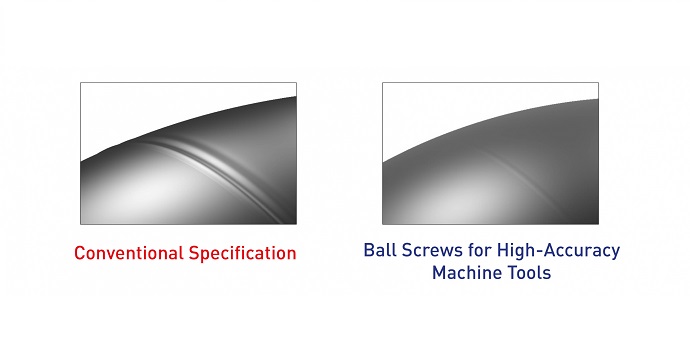
Cuando un husillo a bolas invierte la dirección, las fluctuaciones repentinas en la fricción provocan errores de movimiento de «fallos en los cuadrantes» con dos picos, lo que deja marcas en la superficie mecanizada y reduce la calidad del acabado de la superficie. Numerosos estudios realizados sobre fallos en los cuadrantes muestran que es posible corregir el primer pico a través del control numérico (compensación del servocontrolador basada en software). Aunque es más difícil compensar por completo el segundo pico debido a los efectos combinados de más factores (en comparación con el primer pico), NSK ahora puede presentar a la industria del mecanizado una solución a este problema.
Utilizando simulación de gemelos digitales reales y análisis de fricción, NSK ha desarrollado un nuevo husillo a bolas con un diseño interno optimizado. La clave para este resultado fue la comprensión de la empresa del mecanismo subyacente de las fluctuaciones de fricción en los husillos a bolas.
Entre sus muchas características, el nuevo husillo a bolas estabiliza el par motor y reduce las fluctuaciones de fricción al invertir su dirección de movimiento, mejorando así la precisión del movimiento y reduciendo los errores de movimiento por fallos en los cuadrantes. El resultado es una eliminación casi completa del segundo pico. De hecho, hasta un 20% menos de fluctuaciones de fricción también contribuye a reducir la altura del primer pico.
A través de una combinación del nuevo husillo a bolas de NSK y la compensación del servocontrolador de software, los fabricantes de máquinas herramienta pueden asegurar a sus clientes mejoras significativas en la calidad de la superficie mecanizada. Además, la calidad mejorada de la superficie elimina o reduce la necesidad de cualquier proceso de bruñido o pulido que antes era necesario, lo que reduce los plazos de entrega, mientras que un par motor más bajo contribuye al ahorro de energía. Todos estos beneficios ofrecen a los fabricantes de máquinas-herramienta la oportunidad de presentar puntos de venta únicos a clientes potenciales.
Para maximizar la comodidad de los fabricantes de máquinas herramienta, los montajes de los husillos a bolas de NSK con control de fallos en los cuadrantes son totalmente intercambiables con los de los productos convencionales, lo que permite su adopción sin costosos cambios de equipo. El husillo a bolas estará disponible en diámetros de eje de 25 a 63 mm, con pasos de 5 a 30 mm. Los tipos de precarga incluirán: salto de precarga (precarga Z), precarga de tuerca doble (precarga D) y precarga de tuerca doble tipo resorte (precarga J).
Noticias relacionadas




