



Existen diversos factores que impulsan una creciente demanda de prótesis y dispositivos de reparación ortopédicos. Las piezas ortopédicas médicas incluyen articulaciones artificiales, así como placas, varillas y pasadores, que se utilizan para reparar o reforzar zonas del cuerpo después de haber sufrido un accidente o padecido una enfermedad. La demanda de piezas ortopédicas se está expandiendo a medida que se va alargando el período vital y que el envejecimiento deriva en artritis y osteoporosis. En este artículo repasaremos cuáles son las nuevas estrategias para el mecanizado de piezas ortopédicas.
Las tendencias mundiales hacia un mayor peso corporal y la obesidad hacen que las articulaciones óseas se deformen. Los cambiantes estilos de vida, que van de una falta de actividad física para algunos a una mayor participación en deportes para otros, aumenta la demanda de energía de partes del cuerpo renovadas. El crecimiento de las economías emergentes está permitiendo que un mayor número de personas cuente con los recursos para comprar dispositivos ortopédicos. El grupo de consultoría Global Market Insights predice que el mercado global de dispositivos ortopédicos crecerá hasta alcanzar los 50.000 millones de euros (53.000 millones $) en el año 2024.
La competencia impulsa el desarrollo de herramientas
El 85 % del mercado de piezas ortopédicas altamente competitivas se atribuye a unos cinco proveedores principales, y más de 200 empresas compiten por el resto. Ante una competencia tan intensa, los fabricantes de dispositivos buscan continuamente maneras de conseguir que la fabricación de piezas sea más rápida y rentable. Al aplicar nuevos materiales, los implantes son más robustos y ligeros, y pueden funcionar en el cuerpo humano hasta 25 años. Además, los dispositivos ortopédicos forman parte de la tendencia general de los bienes de consumo hacia la personalización; los fabricantes de dispositivos médicos buscan maneras de personalizar sus productos para la fisonomía de cada paciente y otras preferencias. La diversidad de productos se ha convertido en una ventaja competitiva clave. Como resultado, los fabricantes de herramientas de mecanizado se encuentran bajo presión para desarrollar rápidamente distintas maneras de mecanizar formas complejas, y se están centrando en la velocidad y flexibilidad de las tecnologías de las herramientas de corte. Las iniciativas tecnológicas de fabricación avanzada incluyen impresiones 3D y tecnologías de refrigeración avanzadas para operaciones de mecanizado.
Piezas típicas
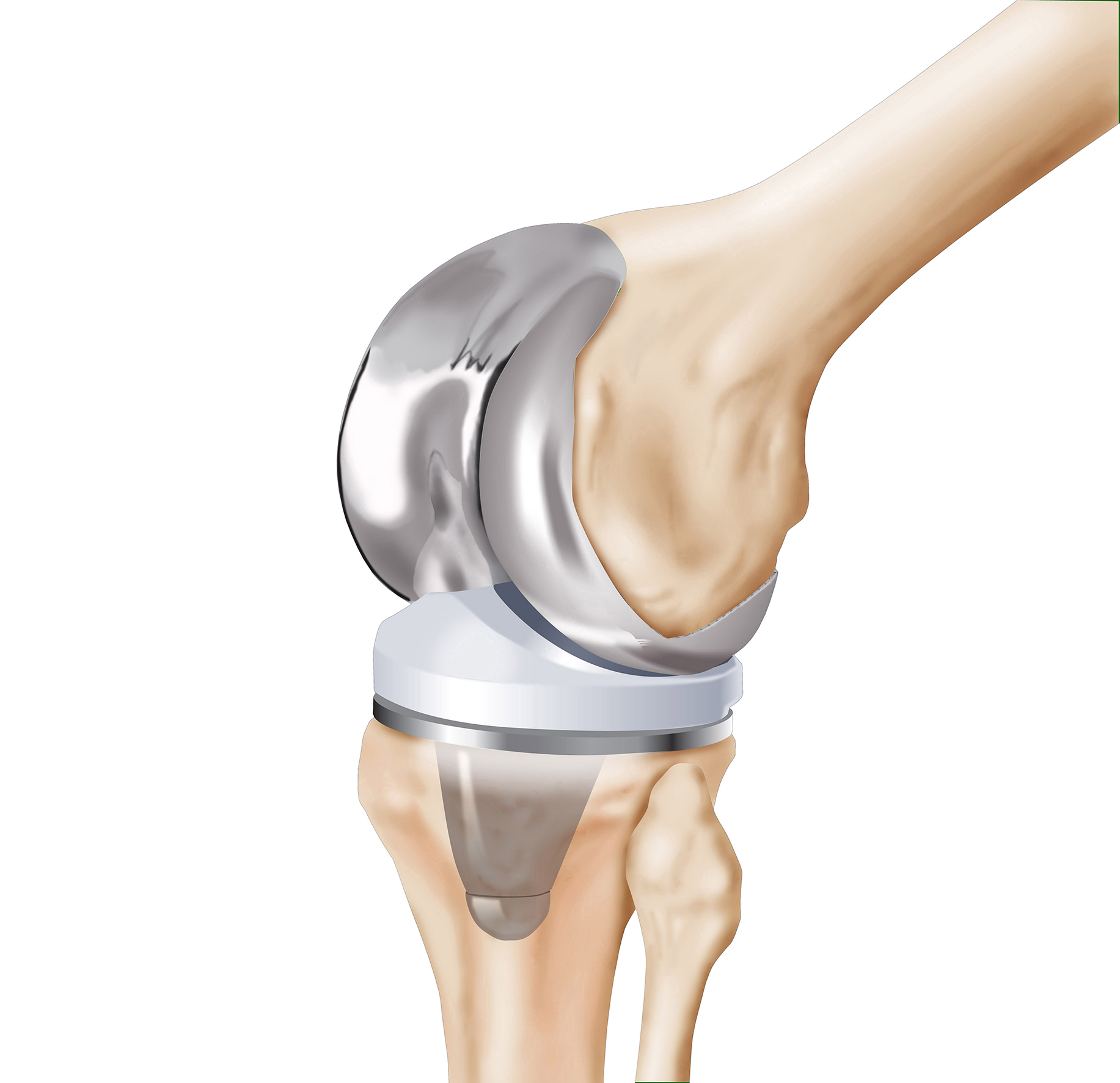
Los dispositivos ortopédicos incluyen prótesis de cadera y rodilla, articulaciones artificiales de codo y tobillo, instrumentos de reparación de traumatismos, placas para los huesos de la columna vertebral y diversos pasadores, varillas y fijaciones de reparación. La reconstrucción articular representa más del 40 % del mercado, la mayoría en prótesis de cadera y rodilla. Los requisitos clave de estas piezas son la resistencia, fiabilidad, peso ligero y biocompatibilidad.
Desafíos del mecanizado
Las piezas ortopédicas se mecanizan habitualmente a partir de barras y piezas fundidas o forjadas, que después se rectifican y se pulen. Para los implantes de cadera y rodilla, el material a mecanizar más común es la aleación de cobalto-cromo, aunque el uso del titanio va en aumento. Una aleación típica de cobalto-cromo es parecida a CoCr28Mo6, y la aleación de titanio Ti6Al4V es la más común.
Ambos materiales son biocompatibles, muy robustos y rígidos, lo que los hace excelentes para su aplicación en piezas ortopédicas. Sin embargo, esas mismas propiedades también hacen que las aleaciones sean difíciles de mecanizar. El cobalto-cromo es duro y abrasivo, tiene una gran elasticidad y conduce el calor de manera deficiente. Las aleaciones pueden contener elementos duros y abrasivos que causan un desgaste de herramienta muy abrasivo, y las virutas producidas son tenaces y continuas, lo que requiere una atención especial a geometrías de filo de corte para control de virutas.
El titanio es muy ligero y robusto. También se templa por medios mecánicos cuando se mecaniza y es un conductor de calor deficiente. El calor se concentra en el filo de corte. La combinación de altas temperaturas, altas fuerzas de corte y fricción del conducto de la viruta provoca craterización y fallos en la herramienta. El bajo módulo de elasticidad del material, una ventaja en algunas aplicaciones de implantes, hace que el material retroceda desde el filo de corte, lo cual exige una gran atención a la arista viva de la herramienta de corte.
Se requiere refrigerante
El mecanizado de los materiales utilizados en los implantes ortopédicos suele generar un calor excesivo, por lo que se requiere el uso de refrigerante. Sin embargo, en muchos casos, el uso de refrigerantes tradicionales está prohibido o muy limitado para evitar la contaminación de las piezas. De lo contrario, los procesos de limpieza necesarios después del mecanizado consumen tiempo y dinero. Además, el propio refrigerante supone problemas ambientales con respecto a las políticas de salud y seguridad de los empleados, y de eliminación del producto. Una tecnología de refrigerante alternativa implica el uso de tecnología de corte en seco de dióxido con carbono, supercritical Co2 (scCo2). Este supercritical Co2 actúa como vehículo para proporcionar una lubricación seca y mejorada a una zona de corte.
El proceso, desarrollado por Fusion Coolant Systems, permite mecanizar piezas sin aceites, emulsiones o materiales sintéticos. Cuando el dióxido de carbono se presuriza por encima de 74 bares (1070 psi) y 31 C, se convierte en un fluido supercrítico. En este estado, se llena un recipiente como un gas, pero con una densidad similar a la de un líquido. Cuando se entrega en la zona de corte, el scCO2 se expande para formar hielo seco, aunque no crea una sustancia criogénica como el nitrógeno líquido. El resultado final es una solución de refrigerante increíblemente eficaz que a menudo supera el rendimiento de los sistemas existentes que incorporan agua/aceite a alta presión, el MQL, CO2 líquido y nitrógeno líquido.
Piezas impresas en 3D
Otra tecnología de fabricación no tradicional está viendo cómo aumenta su aplicación en la producción de dispositivos ortopédicos. El proceso de impresión 3D utiliza polvos de aleación de titanio y cobalto-cromo para generar piezas complejas de forma casi final. En el sector médico, el método de fusión por láser selectiva (SLM) funde los polvos para crear las piezas capa por capa. El proceso permite a los fabricantes médicos crear contornos y dimensiones de piezas especiales adaptadas a cada paciente. El proceso también puede producir superficies uniformes con microporos que aceleran la unión entre la pieza y el hueso. Para el mecanizado en acabado, las piezas producidas mediante impresión 3D mantienen la mayoría de las características de mecanizado de los metales que las componen. Sin embargo, es posible que las piezas tengan que recibir tratamientos posteriores a la impresión para aliviar las tensiones irregulares generadas durante el proceso. Además, después del mecanizado, la fijación puede suponer un desafío debido a las formas casi finales y a las formas complejas de las piezas.
Piezas de sustitución

Por lo general, una prótesis total de rodilla consta de tres componentes básicos: un elemento de metal contorneado (cobalto-cromo o titanio), denominado implante femoral, que va unido al extremo de la rodilla del fémur, el hueso largo de la parte superior de la pierna; una pieza metálica denominado platillo tibial que va fijado a la parte superior del hueso de la tibia de la parte inferior de la pierna y que consta de un eje corto o quilla que soporta una superficie plana con filos elevados; y un polietileno entre las piezas metálicas que permite el movimiento de la articulación.
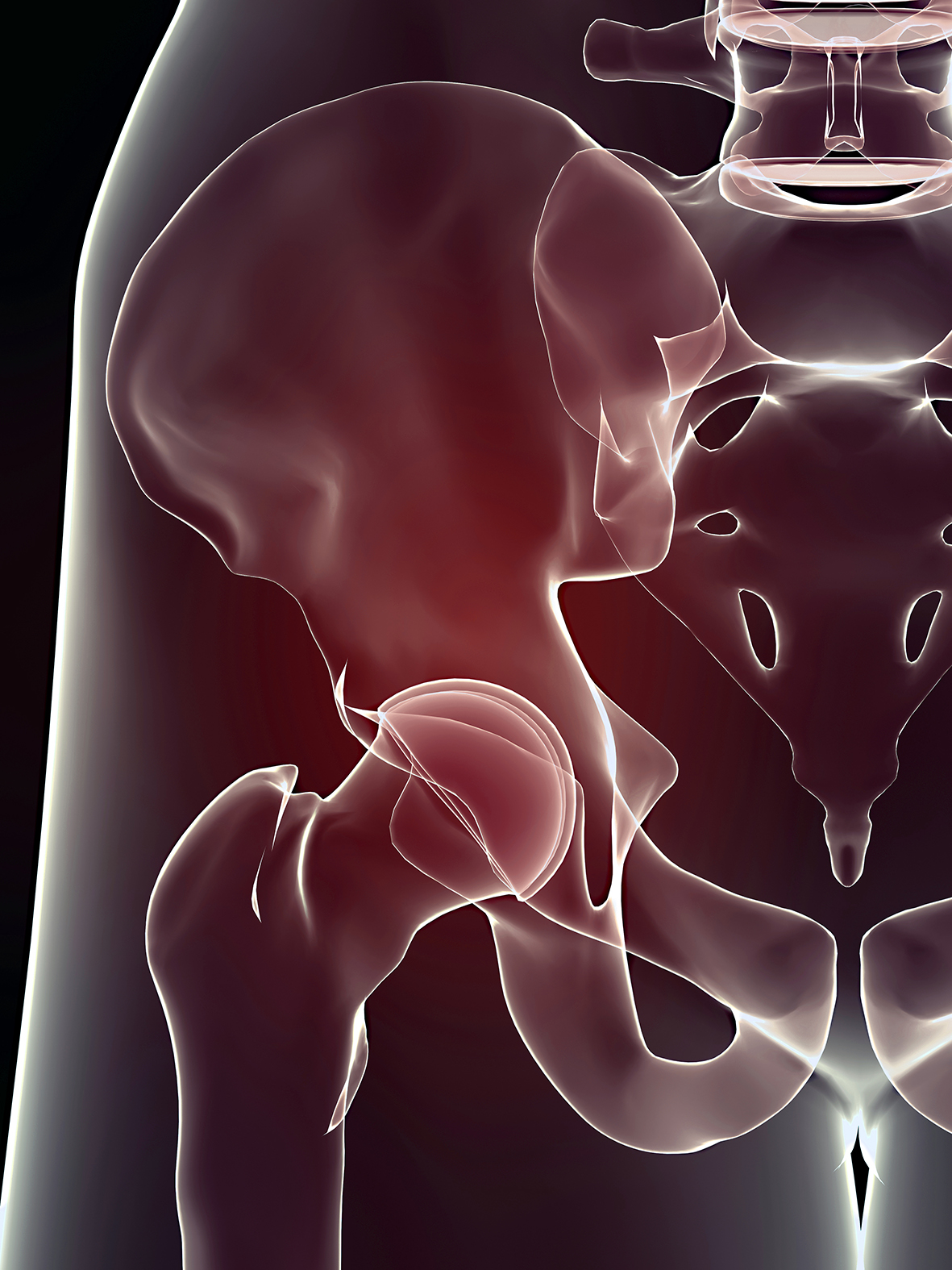
Asimismo, una prótesis de cadera tiene tres piezas principales: un vástago femoral metálico coronado con una cabeza femoral insertada en la parte superior o extremo de la cadera del fémur; un cotillo/acetábular o conjunto de encaje metálico en la pelvis que ensambla la esfera; y la nueva plaquita de soporte de alinea en la rodilla y el cotilo de plástico en la cadera que habitualmente se mecanizan en UHMWPE (polietileno de ultra alto peso molecular).
Combinación de métodos de fabricación

Las piezas de aleación metálica de los implantes ortopédicos deben tener excelentes acabados superficiales para reducir al mínimo el desgaste de las piezas de plástico y permitir que la articulación funcione durante toda la vida útil prevista de 20 años o más. En una prótesis de rodilla, por ejemplo, tanto el implante femoral como la bandeja tibial deben estar completamente rectificadas para proteger al polietileno del desgaste.
En consecuencia, la fabricación de piezas ortopédicas normalmente requiere que las operaciones de rectificado sigan el proceso de fresado para conseguir un acabado suficientemente preciso. El rectificado, sin embargo, consume mucho tiempo y tiene un impacto en la eficacia y flexibilidad de fabricación generales. El rectificado, igualmente importante, genera altas temperaturas y tensión en las piezas rectificadas, con los consiguientes errores dimensionales de las piezas, y afecta a la resistencia y el rendimiento del producto.
La aplicación de herramientas de corte de última generación y las estrategias de fresado de alta velocidad pueden soportar o, en algunos casos, reemplazar el rectificado. El objetivo de las operaciones de fresado es conseguir un perfil exterior sin rebabas y un acabado superficial superior, la integridad y la precisión dimensional exactas necesarias. Si se realiza un tratamiento posterior como el pulido, el tiempo para esa tarea se puede reducir al mínimo debido a la rugosidad superficial y a la estructura definidas logradas durante el proceso de fresado. En cuanto a las herramientas, los objetivos paralelos son una vida útil de herramienta larga y fiable, así como la máxima productividad.
En una aplicación representativa, una pieza femoral de cobalto-cromo fundido se acabó utilizando una fresa de metal duro con punta esférica en una fresadora de 5 ejes. Las estrategias de copiado de alta velocidad y el uso de una fresa de metal duro de alto rendimiento permitieron la eliminación de una operación de rectificado. El tiempo de ciclo resultante de 11 minutos por pieza representó una reducción de tiempo del 50 % en comparación con el método anterior. El cambio de rectificado a fresado de la superficie del cóndilo eliminó la generación de piezas defectuosas. Las fresas de metal duro empleadas presentaban una calidad de metal duro tenaz específica y un recubrimiento TiAlSiN duro y pulido, y se diseñaron para permitir altos volúmenes de extracción de virutas y una acción de corte suave para conseguir un acabado superior y reducir al mínimo el tiempo de pulido.
Operaciones múltiples

Los complejos contornos de las piezas ortopédicas suelen requerir el uso de secuencias específicas de herramientas especializadas. El platillo tibial, por ejemplo, normalmente puede requerir hasta siete operaciones de mecanizado independientes. Esas operaciones pueden incluir desbaste, desbaste de la base del platillo, acabado de la base del platillo, fresado de chaflán, ranurado con fresa en T, acabado/chaflanado de paredes y desbarbado inferior. El desafío es conseguir acabados superficiales superiores con una intervención manual mínima, así como un rendimiento de herramienta fiable con la mejor combinación de productividad, coste y calidad.
Tradicionalmente, la realización de este tipo de operaciones múltiples dictaba el uso de herramientas especiales independientes desarrolladas para mecanizar cada contorno, dimensión y acabado superficial necesarios. Las herramientas especiales requieren inversión y tiempo en diseño y desarrollo, y debido a su bajo volumen de producción, pueden tener plazos de entrega prolongados y restricciones de disponibilidad.
Un nuevo enfoque comprende el desarrollo y el uso de herramientas estandarizadas para un uso productivo en estas aplicaciones, pero que conservan la flexibilidad que permite utilizarlas en distintas piezas similares en el sector médico. (Consulte las notas).
Conclusión
Las tendencias demográficas y económicas mundiales indican claramente que la demanda de piezas ortopédicas sofisticadas aumentará. Al mismo tiempo, los deseos de los consumidores y la determinación de los fabricantes de piezas médicas para diferenciarse de los competidores se combinan para promover el desarrollo de piezas ortopédicas personalizadas para que cumplan con los requisitos de cada uno de los pacientes. De manera sorprendente, la especificidad de piezas variable se puede conseguir con herramientas menos especializadas, más flexibles y más rentables que las herramientas personalizadas que se aplicaban con anterioridad para fabricar las piezas.
Las herramientas estandarizadas y el soporte de la aplicación proporcionan muchos beneficios

Algunos detalles de diseño de dispositivos ortopédicos difieren en gran medida de un fabricante a otro, pero los productos también comparten muchas características genéricas, ya que todos los cuerpos humanos son básicamente iguales. Aunque los fabricantes habitualmente han mecanizado las piezas con herramientas a medida, existe un término medio amplio y productivo para las herramientas que pueden mecanizar con eficacia las características genéricas en varios materiales necesarios para generar un conjunto completo de herramientas a medida.
Seco ha analizado estrechamente los procesos de fabricación de piezas médicas y ha empleado más de una década de experiencia en el mecanizado de estas piezas para desarrollar una gama estandarizada de fresas de metal duro para el mecanizado de piezas ortopédicas de cobalto-cromo. El objetivo era convertir las soluciones de herramientas especiales en una gama estandarizada y más flexible. Las herramientas ofrecen características de rendimiento que permiten aplicarlas a una amplia gama de piezas y materiales.
La estandarización de las herramientas ofrece muchas ventajas. Se ahorra un tiempo significativo al eliminar el diseño, la realización de prototipos y la comprobación de herramientas a medida. Debido a que las herramientas son estándar, se presentan en un amplio catálogo y están disponibles en todo el mundo a través de los centros de distribución de SECO. También se fabrican en grandes volúmenes que reducen el coste por herramienta.
La nueva gama de herramientas incluye 9 geometrías diferentes y un total de 39 productos. La selección relativamente pequeña se expande con distintos tamaños, radios y dimensiones.
Las herramientas están diseñadas para mecanizar características específicas comunes a distintas piezas ortopédicas, incluidas las piezas de rodilla y cadera, pero también se aplican a las placas de huesos, piezas para la columna vertebral y otras piezas. Cada una de las nueve geometrías tiene una función o un área de aplicación específica. Los enfoques específicos abarcan desde el desbaste y el acabado hasta el ranurado en T para el mecanizado de acabados precisos en piezas contorneadas complejas.
La fresa de metal duro JH770, por ejemplo, está diseñada para operaciones de desbaste y está disponible con 4, 5 y 6 dientes que permiten variaciones de la herramienta para el desbaste, o acabado o para realizar operaciones de forma casi final. La herramienta cuenta con una longitud total corta para aumentar al máximo la rigidez durante el desbaste. También forma parte de la oferta estandarizada la gama JH780, una de punta esférica cónica (TBN) de 4 dientes para acabado con 5 ejes de piezas de tolerancias estrechas, como la característica de una cajera de un cotillo femoral.
Las herramientas estandarizadas tienen una calidad de metal duro tenaz (12 % Co) y un recubrimiento TiAlSiN HXT pulido desarrollado por SECO.
Sobre la compañía
Con sede en Fagersta (Suecia) y presencia en más de 75 países Seco Tools es proveedor y líder mundial de soluciones de mecanizado para fresado, torneado, taladrado, escariado, mandrinado, roscado y soportes y útiles. Durante más de 80 años, la empresa ha proporcionado los sistemas, procesos y servicios de asistencia de los que se han valido los diferentes fabricantes para obtener la máxima rentabilidad y productividad. Para obtener más información sobre cómo los productos innovadores y los servicios de expertos han llevado el éxito a fabricantes de todos los sectores industriales, visite www.secotools.com.
Jan-Willem van Iperen (ingeniero de aplicaciones médicas) y Ruud Zanders (director de producto de Jabro) formaron parte del equipo de desarrollo de SECO y pueden ayudarle a encontrar la solución estandarizada que mejor se adapte al fresado de piezas médicas. También se proporciona soporte para programación CAM.
https://youtu.be/oWGf6Amp82E
Contacto
[ezcol_1third]C/Energía nº 44
Pol. Ind. Famades
08940 Cornellá de Llobregat
Barcelona, España[/ezcol_1third] [ezcol_2third_end]
Teléfono: (+34) 609 373 982
customer.service.es@secotools.com
jan-willem.van.iperen@secotools.com
ruud.zanders@secotools.com
[/ezcol_2third_end]
Noticias relacionadas




